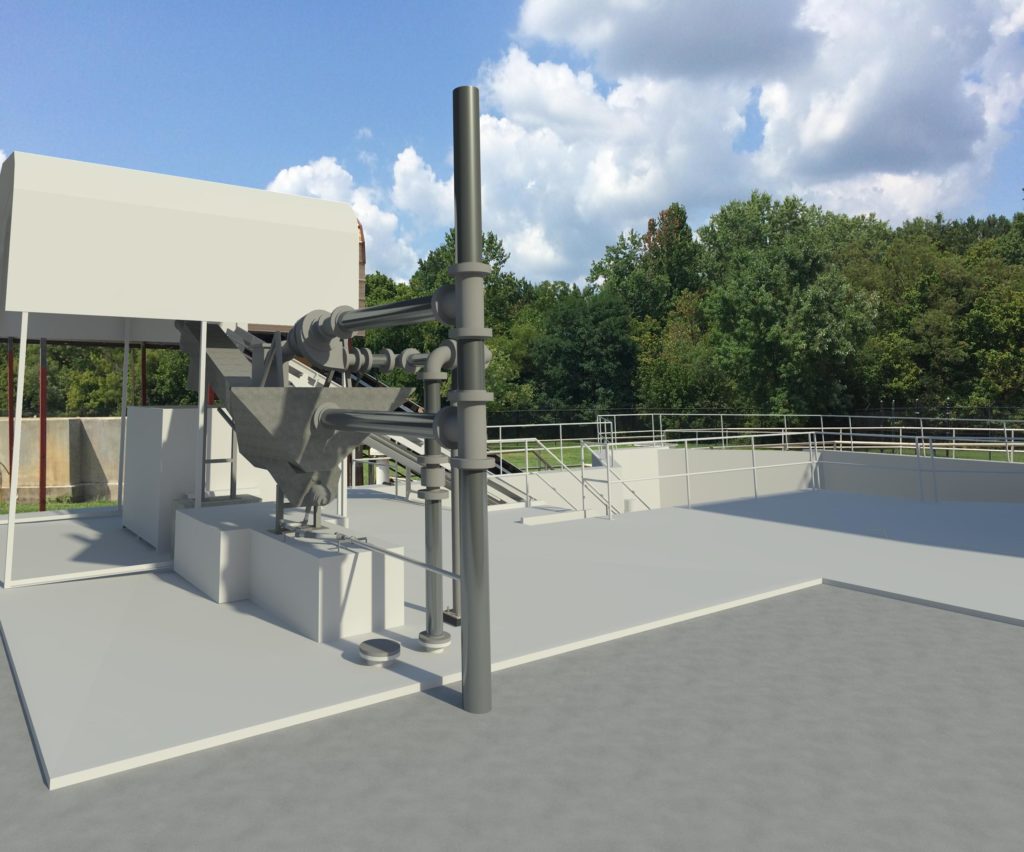
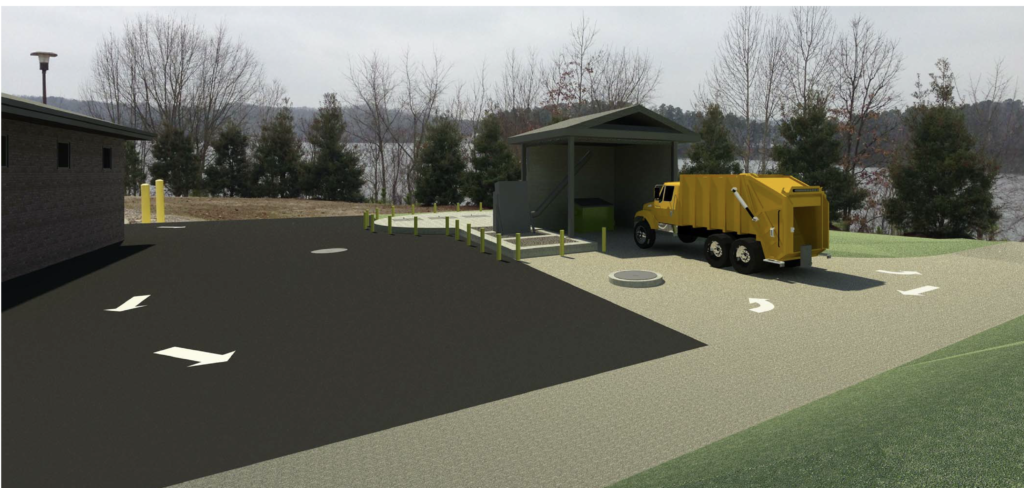
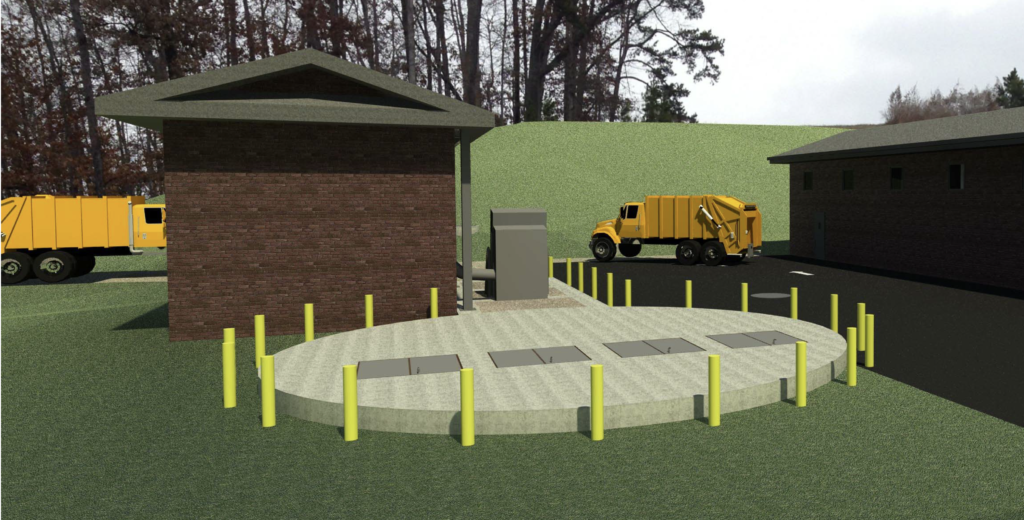
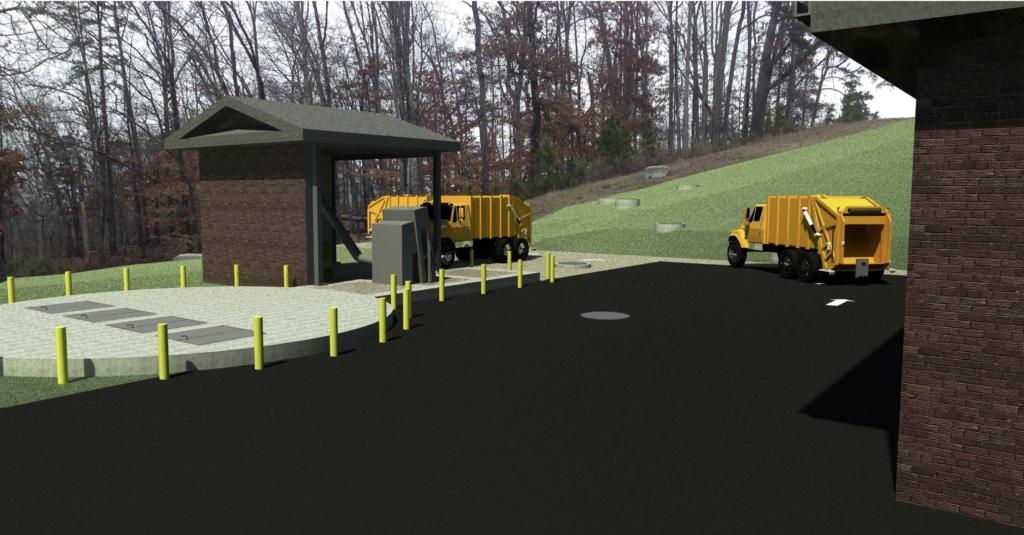
The purpose of the Rubes Creek WRF project was to equip the plant with upgrades which would protect the downstream MBR facilities from potential damage and allow the successful operation of the WRF. These improvements included new Headworks Facilities, with coarse screens and grit removal equipment, and the replacement of the existing 2 mm band-type screens which were at the end of their useful life. Following the completion of the project, the existing MBR membranes were also replaced with new membranes in order to restore plant capacity to 3 MGD.
Wastewater
Rubes Creek WRF – Headworks Facilities and Rotary Drum Screen Installation











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}